
TensileMill CNC, Inc. offers a full range of consumables, clamping fixtures, and spare parts for all of your tensile sample preparation needs. Most items are readily available in stock or can be custom manufactured with contracted lead times to support smooth and continuous operation.
Premium Consumables for Precision Testing
Our consumables include specialty end mills for both soft and hard materials — engineered specifically for tensile specimen preparation. These end mills are custom-manufactured to meet high performance and durability standards when paired with the TensileMill CNC product line.
This ensures maximum efficiency in both quality and quantity of preparation cycles. Whether you opt for single pieces or bundled packages, you’ll benefit from long tool life and superior cutting consistency.
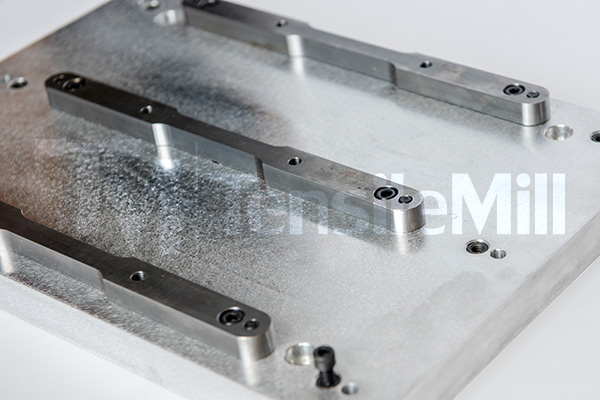
Clamping Fixtures for Every Specimen Type
We offer industry-leading tensile sample clamping fixtures designed to meet a wide range of standards, including ASTM, ISO, DIN, and JIS. Our fixtures are engineered to work with both flat and round samples — and we also provide custom solutions for irregular or soft materials upon request.
Simply send us your sample requirements, and we’ll deliver a fixture designed specifically for your application.
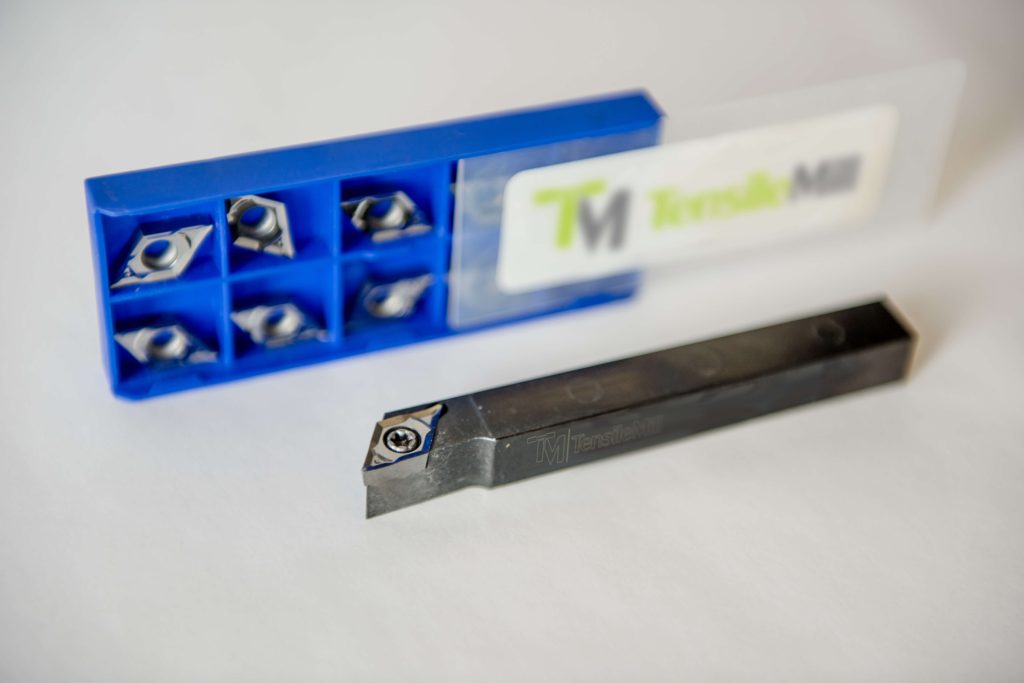
Inserts and Tooling Options
We provide high-quality inserts and tooling compatible with round tensile sample preparation, with models available for:
- Aluminum and soft metals
- Hardened steel and Inconel
- Universal lathe systems


Precision Inserts and Fixtures for Round Tensile Sample Preparation
Cutting Inserts and Fixtures for Aluminum and Soft Metal Specimens
Tooling Inserts and Fixtures for Hardened Steel and Inconel Sample Preparation
Fast Delivery of Spare Parts for CNC and UTM Systems
To minimize production delays, TensileMill CNC maintains a strategic stock of critical replacement parts for all vertical mills, lathes, and universal testing machines. Whether you’re facing an urgent breakdown or scheduling preventive maintenance, most components are in stock or available for delivery within a few business days.
Available spare parts include:
- Servo drives for motion control
- Spindle motors for high-speed machining
- PC interface and control boards
- Tooling and custom inserts
- Clamping fixtures and setup accessories
All parts are precision-matched to our systems and supported by our installation guidance. For custom parts, we coordinate manufacturing and delivery within our standard lead times.
Need Help? Talk to a CNC Consultant
If you’re unsure what part you need — or need it fast — our qualified CNC Consultants are here to help.
Email: sales@tensilemillcnc.com
Call: +1 877 672 2622 ext. 1
Request a quote, confirm availability, or schedule assistance — all in one simple step.
What service and technical support do you provide for Flat Tensile Sample Preparation machines?
Will burrs remain on tensile specimens after the cutting cycle on a TensileMill CNC sample preparation system?
Edge condition after machining depends on material type, cutter or insert condition, feed and speed, coolant, and toolpath strategy. With the supplied starter tooling and tuned parameters, burr can typically be minimized to a negligible edge or eliminated. Good practices include matching the cutter or insert grade to the alloy, keeping cutting edges sharp, using adequate coolant, and programming climb milling with a light finishing pass of about 0.005 to 0.010 in (0.13 to 0.25 mm) stock. Adding a small edge break of roughly 0.005 in (0.13 mm) with a chamfer or deburr pass helps reduce handling nicks before testing. If some burr remains, quick secondary methods are common in tensile labs: hand files, deburring blades, small countersinks, tube deburring tools for round gage sections, fine flap wheels, and nonwoven abrasive pads. Remove only the raised edge so gage width or diameter is not altered, then verify dimensions and surface quality prior to testing. Our team can recommend tooling and parameters for both flat and round workflows to help you hit your required finish with minimal rework. If you would like to source deburring media, end mills, inserts, and related supplies, you can review options on the Consumables and Spare Parts page.
What tensile specimen geometries and dimensions can TensileSoft prepare?
TensileSoft supports both standard straight-edge and tapered-edge flat tensile specimens. Operators can select common dog-bone geometries from ISO 527 and ASTM D638 or input custom sizes. On compact systems such as the TensileMill CNC MINI, tapered-edge profiles are typically produced up to 0.50 in (12.7 mm) thickness. In practice, you choose a template or define gauge length, grip width, fillet radius, overall length, and thickness, then clamp the blanks and start the cycle. The software creates the profile and edge transitions, applies optimized toolpaths, and accommodates single-part or stacked cutting to increase throughput. Final size ranges depend on machine travel, fixturing, material, and cutter selection, so your achievable envelope is governed by the specific flat specimen system installed. The same workflow applies across the MICRO, MINI, Classic Upgrade, and XL flat machines, giving plastics and metals labs a fast path to repeatable edges for standard-compliant tensile testing. If you would like to compare flat-specimen systems and software workflows, you may review details on the Flat Specimen Preparation Equipment Lineup page.
How Many Flat Tensile Specimens Can I Prepare Per Cycle?
Throughput per cycle depends on the machine configuration, workholding, blank size, and material hardness. Standard flat-specimen setups typically machine one coupon at a time, while optional multi-station and triple-clamp fixtures allow multiple blanks or stacked sets in a single program. On compact systems, a single-station clamp is common for one-part cycles. Larger or upgraded setups can use multi-station fixtures. With a triple-clamp configuration, operators may load up to three stacked blanks, subject to total stack height, cutter reach, and part rigidity. As a practical reference, many labs run stacks totaling about 1.0 in (25.4 mm), and individual coupons up to 0.5 in (12.7 mm) thick on select models. The achievable part count also varies by alloy and starting thickness, since harder materials and wider gauge sections call for more conservative feeds and additional passes. If you share your material grade, starting thickness, and target geometry, our team can recommend a cycle plan and fixture package that balances part count, surface finish, and tool life. If you would like to discuss throughput and fixturing for your application, you can connect with our team on the Contact Us page.
Can I Stack Multiple Blanks for Faster Tensile Sample Preparation?
Yes. Our flat-specimen systems support stacked machining using a dedicated clamping device that accommodates a combined stack height up to 1.0 in (25.4 mm). The clamp grips the full pack so the mill can rough and finish several specimen profiles in one program with stable holding and repeatable alignment. Stacking is commonly used for metals and polymers to raise throughput while maintaining final geometry. Use uniform blank thickness, register the edges, and verify cutter reach across the full 1.0 in (25.4 mm) height. Apply toolpaths, feeds, and coolant suited to the material to manage heat and burr formation. After machining, separate the coupons, deburr, and measure according to the applicable standard, for example ASTM E8 for metallic flats or ISO 527 for plastics, so each specimen meets the required dimensions and radii. This approach reduces handling time per part without changing compliance, since every coupon is inspected individually. If your workflow calls for taller packs, unusual geometries, or abrasive alloys, specialty clamps and tooling packages are available to match your specimen design and production rate. If higher throughput is a priority, you may review model compatibility and fixturing details on the Flat Tensile Test Sample Preparation Machines page.
What Additional Maintenance Steps Extend the Life of a Tensile Sample Preparation Machine?
Routine preventive maintenance and a clean workspace go a long way. Keep the lubrication reservoir topped with the recommended oil, wipe down exposed surfaces, and remove chips after each shift to reduce wear on moving components and guarding. For daily care, vacuum chips instead of blowing them into seals, clear the chip tray, and dry any coolant residue on the table, vises, and fixtures. Confirm that the automatic lubrication system is cycling and that lines are intact. Inspect the spindle taper and tool holders for debris, then lightly clean and re-seat them to protect runout. Keep the coolant or mist system clean by using approved fluids and replacing filters as needed. Periodically check way covers, door interlocks, cable carriers, and the condition of belts, fasteners, and guarding. Verify that the air supply is clean and dry to protect valves and actuators. Back up machine parameters and software, and record service actions in a simple log so you can spot trends. Train operators to run a brief warmup program at start of day, handle specimens and tooling carefully, and report any unusual noise, heat, or vibration immediately. If you would like maintenance guidance tailored to your setup or a recommended service interval, you can connect with our team on the Contact Us page.
How Many Tensile Specimens Can Be Prepared Per Cycle?
Throughput per cycle varies by material, specimen geometry, and workholding. On flat CNC tensile systems, you can machine a single coupon in one setup or run a batch using multi-station clamps, fixture plates with nesting, or stacked blanks when thickness and rigidity allow. The achievable count depends on thickness and hardness, which influence cutter engagement, pass strategy, and allowable stack height. Standards such as ASTM E8 or ISO 6892 define gauge length and width, which dictate part spacing and fixture pocket layout. Tough alloys and thicker stock increase cycle time and often favor one-up machining with separate rough and finish passes, while thinner sheet and softer metals suit nested batches that deliver higher parts per hour. Tool diameter, corner radii, coolant delivery, and changeover method also affect real-world yield. If you share your alloy, initial blank size, thickness, and target standard, our team can provide an application-specific parts-per-cycle and hourly throughput estimate. If you would like to compare batch fixturing and table sizes, you can review models and options on the Flat Tensile Test Sample Preparation Machines page to learn more about throughput planning.
What Types of Base Fixtures Are Available for Tensile Sample Preparation Machines?
Flat tensile preparation systems from TensileMill CNC are supplied with a stainless steel base fixture tailored to the specimen geometry in your method library. Optional clamping fixtures expand the holding envelope for different blank lengths, covering approximately 15 in down to 4 in (381 mm to 102 mm). Each package also includes an ER collet and carbide end mills, with only the cutters considered routine consumables. The base fixture is built for long service life and resists wear in high-throughput labs. It is configured to support common flat specimen profiles used in standards such as ASTM E8 for metals, ISO 6892-1, and ASTM D638 for plastics when applicable to your workflow. When your starting blank length changes, selecting the matching clamping fixture maintains full contact and stable clamping, which helps hold gauge-width tolerance and finish quality during milling. End mill life ranges from weeks to months based on part volume, material hardness, and blank thickness, so keeping a small stock of our coated carbide tools helps prevent unplanned downtime. If you would like to compare fixture options or check current availability, you can review details on the Tensile Sample Preparation Consumables, Fixtures, and Spare Parts page.
What Is the Typical Lifespan of End Mills for TensileMill CNC Milling Machines?
Tool life varies because it depends on material hardness, blank thickness, toolpath strategy, coolant use, and spindle setup. Our systems ship with specialty carbide end mills in bright finish or Alcrona Pro coating that are engineered for tensile specimen machining. In production labs, these cutters commonly deliver extended service across multiple batches, including high-throughput programs, but there is no single hours-or-parts figure that applies to every application. For the longest life, match the geometry and coating to the workpiece: bright finish for aluminum and other nonferrous materials, AlCrN-type coatings such as Alcrona Pro for steels, stainless, and nickel alloys. Use conservative radial engagement, climb milling on profiles, ample coolant, and rigid fixturing. Keep spindle runout at or below 0.001 in (0.025 mm). Replace a cutter when surface finish begins to dull, burrs increase, spindle load trends upward, or edge wear and micro-chipping become visible under magnification. Keeping a spare set of identical tools on hand helps maintain consistent specimen quality and uptime. If you would like application-specific tooling guidance or to review stocked options, you may explore the Consumables and Spare Parts page for end mills matched to our sample preparation machines.
How Do Flat Tensile Specimen Machines Keep the Gauge Section Centered During Two-Sided Machining?
Symmetry is achieved with a one-setup flip process that keeps the blank registered to the same clamping faces for both passes. The machine completes the first side, pauses, and the operator rotates the fixture while the work offset and datums remain unchanged. The second operation runs a mirrored toolpath around the same centerline, so the gauge section stays centered and thickness remains uniform. Dedicated reference surfaces in the fixture control X and Y location, while the clamping stack maintains Z datum, preventing drift that commonly appears when parts are reindicated on manual equipment. Matching step-downs, cutter paths, and feed strategies for both sides keep cutting forces balanced, which helps avoid taper, bow, or offset shoulders. The same workflow applies to multi-part fixtures or stacked blanks, so every coupon in the set carries the same geometry. For labs preparing flat specimens to ASTM E8 or ISO 6892, this approach supports gauge section alignment and parallelism requirements without extra setup time. If you would like to compare fixturing and workflow options, you can review model details on the Flat Specimen Preparation Equipment Lineup page.
What Does the Flip-Jig Fixture Do in Two-Sided Tensile Specimen Machining?
The flip-jig is a dedicated workholding fixture that clamps the specimen blank for two-sided milling, keeps the centerline aligned, and preserves the work offset during rotation. By holding the blank in a consistent datum, it allows the part to be rotated when prompted by the software without changing the machining origin. In practice, you clamp the raw blank, machine the first side, then rotate the part 180 degrees within the same fixture when the program prompts a flip. Because the datum remains constant, the controller continues from the same zero, which reduces thickness mismatch, shoulder radius offset, and gauge-section runout compared with manually re-centering on a general-purpose CNC. The result is tighter correlation between faces, faster changeovers, and stable parallelism across batches. One flip-jig is supplied with the system and is selected to match expected specimen length. Available sizes include 4 in (101.6 mm), 8 in (203.2 mm), and 12 in (304.8 mm). Selecting the correct size matches the clamping span to the blank, improving stability and surface finish on thin or long samples. If you would like to compare compatible systems and fixturing options, you can review details on the Flat Tensile Test Sample Preparation Machines page.
How Many Steps Are Required to Prepare One Flat Tensile Specimen on a TensileMill CNC?
Most users complete one flat tensile specimen in five steps. Select the standard or custom profile on the touchscreen, clamp the blank in the flip fixture against the alignment stop, start the first-side program, rotate the flip fixture when prompted without re-centering, then resume the cycle to machine the second side. The built-in library covers common profiles such as ASTM E8 or ISO 527, so dimensions are loaded once and stored for repeat runs. Toolpaths, spindle speed, and motion control are automated, which keeps operator involvement to alignment and the single flip. The fixture datum preserves registration between sides, producing consistent gage width and surface finish for reliable tensile results across batches. If you would like to compare model options for flat specimen machining, you can review capabilities on the Flat Specimen Preparation Equipment Lineup page.
How Is the Flood Coolant System Maintained and Refilled?
Our flat-specimen machining systems use a recirculating flood coolant housed in the machine base, so all plumbing, filtration, and return flow stay inside the enclosure. Routine care focuses on fluid level, concentration, and chip control to keep cut quality and pump life stable in a lab setting. To refill, open the sump access inside the enclosure and add premixed water-soluble coolant until the sight gauge or fill mark is reached. Typical lab units hold about 10 gal (37.9 L). After filling, run the pump briefly to verify steady return flow to the tank. For day-to-day operation, top off with the same premix rather than straight water to avoid diluting the blend. Maintenance includes checking concentration with a refractometer and adjusting with concentrate or water per the coolant manufacturer’s chart, cleaning the intake screen and return tray so chips do not starve the pump, and skimming tramp oil as needed. Plan full tank cleanouts on a usage-based interval, for example every few months, which includes draining, wiping sediment, flushing lines, and replacing disposable filters if fitted. No external coolant supply is required, which keeps service simple for laboratories and small production cells. If you would like a model-by-model look at coolant features for our flat specimen mills, you can review details on the Flat Tensile Test Sample Preparation Machines page.
Is In-House Tensile Specimen Preparation More Cost-Effective Than Outsourcing?
For labs with steady testing, in-house preparation typically reduces total cost after the initial equipment purchase, because the marginal cost per specimen becomes far lower than paying per batch externally. For occasional or sporadic testing, outsourcing can be practical since there is no upfront capital spend. Outsourcing carries variable charges that repeat with every order: setup and machining fees, packaging, two-way shipping, potential rush charges, and idle time while parts are in transit. Those costs scale directly with demand and can rise with tighter tolerances or special profiles for standards such as ASTM E8 or ISO 527. If rework is needed, the cycle repeats. In-house shifts spending to a fixed asset plus predictable items like cutters, inserts, coolant, and routine maintenance, along with operator time. Once a flat or round specimen system is installed, the next sample mainly reflects tool wear and minutes of machine time, and adjustments happen immediately without courier delays. Facilities running regular production checks, R&D iterations, or academic coursework usually see per-specimen cost drop as throughput increases, especially when using batch cycles or multi-part fixtures to machine multiple blanks in one run. If you would like to discuss throughput, staffing, and payback for your lab, you can connect with our team on the Contact Us page.
How Do I Choose Between Flat and Round Tensile Specimen Preparation Systems?
Start with your material form and the target geometry required by your test method. Flat preparation is ideal for sheet, plate, or molded panels, commonly used for ASTM E8 metals or ISO 527 plastics. Typical flat dog-bone sizes include 0.25 to 1.00 in (6 to 25 mm) gauge width with 1.00 to 2.00 in (25 to 50 mm) gauge length and 0.125 in (3.2 mm) fillet radii. Round preparation suits bar, rod, wire, or cast buttons, with frequent sizes of 0.250 to 0.500 in (6 to 13 mm) diameter and 2.00 to 4.00 in (50 to 100 mm) gauge length. Target tolerances often hold ±0.001 in (±0.025 mm) in the gauge section and 0.001 in TIR (0.025 mm) concentricity for round specimens. Consider throughput and handling. For high coupon volumes across multiple alloys, a fixtured flat CNC system supports repeatable nesting and quick changeovers. For rounds, a programmable lathe-style machine with tailstock support and center drilling maintains straightness on longer pieces, for example 6 to 12 in (152 to 305 mm) overall length, while flood or mist coolant protects both metals and polymers. Confirm UTM and grip compatibility early. Flats pair well with wedge or pneumatic grips using 1 to 2 in (25 to 50 mm) jaw widths. Rounds may require collets, shoulders, or threaded ends such as 0.500-20 UNF, with shoulder perpendicularity within 0.002 in (0.05 mm). Surface finish affects results, so polish the gauge section longitudinally to Ra ≤ 32 µin (0.8 µm), or to 16 µin (0.4 µm) for notch-sensitive materials, and verify dimensions against the selected standard during first-article inspection. If you are comparing flat and round preparation solutions, you can explore the TensileMill CNC Homepage to review product families on the page.
How Do I Choose Between Flat and Round Tensile Specimen Preparation Systems?
Selection depends on your product form, the governing standard, and downstream gripping. For sheet, plate, and extrusions, a milling-based system produces flat coupons to ASTM E8/E8M or ISO 6892-1 for metals, and ASTM D638 or ISO 527 for polymers. For bar, rod, and forged stock, a lathe-style system machines round specimens, typically 0.500 in (12.5 mm) nominal diameter with 2.00 in (50 mm) gauge length for ASTM E8, or subsize options when thickness limits the section. Consider precision and finish. Flat machining supports tight edge tolerance around ±0.001 in (±0.025 mm) and surface finish near 32 µin Ra (0.8 µm) when tooling is sharp. Turning round specimens makes concentricity and straightness easier to control, often within 0.001 in (0.025 mm) TIR, which reduces bending errors. If your lab needs a mirror finish for strain extensometers, plan on a polishing pass to achieve 16 µin Ra (0.4 µm) or better. Throughput and fixturing also matter. Flat systems can fixture multiple blanks per cycle, which is efficient for sheet from 0.020 to 0.250 in (0.5 to 6.0 mm) thickness. Round systems suit continuous runs from 0.125 to 1.000 in (3.2 to 25.4 mm) diameter bar. Verify your UTM grip style, wedge grips for flat widths like 0.500 in (12.5 mm) or collet or threaded holders for round shoulders, and confirm overall length, for example 6.0 to 10.0 in (152 to 254 mm), matches the machine and standard. For additional guidance, you can connect with our team on the Contact Us page.
How Do I Choose the Right Flat Tensile Sample Preparation Machine for ASTM E8, ASTM D638, or ISO 527 Work?
Start with your material range and blank size. If most coupons come from sheet, a compact work envelope such as 12 in × 12 in (305 mm × 305 mm) is efficient. For plate cutting or multiple-up nesting, consider larger travels, for example 24 in × 36 in (610 mm × 914 mm). Match spindle power and tooling to your thickness, such as 0.020 in to 1.50 in (0.5 mm to 38 mm), and plan for tool diameters from 0.0625 in to 0.375 in (1.6 mm to 9.5 mm). If you would like to compare sizes, options, and workflows side by side, you can review model details on the Flat Tensile Test Sample Preparation Machines page.
What Setup Steps Improve ASTM E8 Compliance In Automated CNC Tensile Specimen Preparation?
Start with workholding and alignment. Tram the fixture or vise so the jaw face runs within 0.0005 in (0.013 mm) over 4.0 in (102 mm). Probe the blank’s centerline for X–Y, then set Z with an automatic tool setter to ±0.0002 in (±0.005 mm). Use a dedicated coupon fixture or dowel-pinned soft jaws to keep the gauge section square to the spindle. Verify spindle warm-up and backlash compensation before the first article. Program a two-stage strategy. Rough, leaving 0.010 in (0.25 mm) per side. Finish with a climb pass along the gauge length using a 0.003 in (0.08 mm) radial step at 12–20 ipm (305–508 mm/min) and 0.10–0.20 in (2.5–5.0 mm) axial depth, adjusted to material hardness. Maintain coolant flow near 0.5–1.0 gal/min (1.9–3.8 L/min) to limit heat that can distort width. Blend shoulder radii to the print, and break edges lightly to avoid burrs that affect gauge length marking. Close the loop with metrology. Many labs hold gauge width to ±0.001 in (±0.025 mm) for process control, parallelism within 0.0008 in (0.020 mm), and surface roughness near Ra 32–63 µin (0.8–1.6 µm). Mark a 2.0 in (50 mm) gauge length for common subsize per ASTM E8, record tool wear, and replace small end mills once width drift exceeds 0.0005 in (0.013 mm) or after 25–35 coupons. If you would like to review fixtures, software options, and capacities, you can explore details on the Flat Tensile Test Sample Preparation Machines product page.
How Do CNC Settings and Finishing Steps Reduce Tensile Specimen Defects?
Defect control starts at the machine. Use a roughing pass, then a light finishing pass around the gauge with climb milling and sharp tooling. Keep the finish allowance small, about 0.005 to 0.010 in (0.13 to 0.25 mm). Feed gently through shoulders to avoid chatter marks. Maintain coolant near 0.5 to 1.0 gal/min (1.9 to 3.8 L/min) to limit heat and preserve microstructure. Replace tools before a visible wear land, around 0.004 in (0.10 mm), to reduce burrs and taper. Target a uniform surface. For metals, a finish of Ra ≤ 32 µin (0.8 µm) suits general tensile work; high-strength or fatigue-sensitive lots benefit from Ra ≤ 16 µin (0.4 µm). Break edges with a 0.010 to 0.015 in radius (0.25 to 0.38 mm) or a 45° × 0.010 in chamfer (0.25 mm) so edges do not act as stress raisers. Polish lengthwise with 600, 800, 1200 grit, then, if required, a 120 µin (3 µm) diamond compound. Avoid transverse scratches across the gauge. Verify geometry per the drawing and the applicable standard. Check width and thickness within ±0.001 in (±0.025 mm) where practical. Confirm gauge length and shoulder radii per ASTM E8 or ISO 6892-1 for metals, or ASTM D638 for plastics. A quick straightness check over 4 in (100 mm) helps prevent off-axis loading in the UTM. If you would like to review machine options for flat specimens, you can explore details on the Flat Tensile Test Sample Preparation Machines equipment page.
Which CNC Practices Reduce Machining Defects in Tensile Specimens?
Set the finishing strategy to limit stress risers. Use climb milling for the final pass with a light radial depth, about 0.005 in (0.13 mm), and a feed near 0.002 in/tooth (0.05 mm/tooth). Keep the tool sharp to prevent chatter. After machining, break edges with a light 0.010 to 0.020 in (0.25 to 0.50 mm) chamfer or radius, then deburr. Target burr height under 0.002 in (0.05 mm). Verify geometry before polishing. Measure width and thickness at three locations with a micrometer, and check grip parallelism within 0.001 in (0.025 mm) and gauge flatness within 0.002 in (0.05 mm). Conform dimensions to ASTM E8 or ISO 6892-1 for metals, and ASTM D638 or ISO 527 for plastics. Finish the gauge section to 32 to 63 µin Ra (0.8 to 1.6 µm) for routine tensile tests. For high strength or fatigue-sensitive alloys, refine to 16 µin Ra (0.4 µm) and keep scratch direction along the load axis. If heat tint or work hardening is suspected, follow with a light longitudinal polish to restore a uniform surface without changing section size. If you would like to review machining options for flat specimens, you can explore details on the Flat Tensile Test Sample Preparation Machines equipment page.